Grupo de trabajo
Elaborado por Pedro H. Sánchez C.
Instructor máquinas herramienta
Regional Boyacá
Revisión
Técnica Pedagógica Mario Ojeda
Profesor Asesor Digeneral
Revisión Técnica Luis Gómez
Instructor maquinas herramienta Centro
Colombo Alemán Barranquilla
Artes: Marlene Zamora C.
Impresión San Martín Obregón y Cía.
Cervantes Impresores
Primera edición mayo de 1990
Objetivo Terminal
Actividad No. 1
• Filete Trapecial
• Tablas
• Prueba No. 1
Actividad No. 2
• Tabla de pasos para rosca trapecial métrica
• Ángulos de afilado
Otros tipos de galgas
incidencia(cálculos y tabla)
• Técnicas de trabajo del rasqueteado
• Prueba No. 2
Actividad No. 3
• Hacer filo trapecial (Herramienta prismática)
• Prueba No. 3
Dado el plano de un afilado de buril para rosca trapecial
y una ruta de trabajo en la cual se especifica el orden operacional
para el desarrollo del afilado, usted deberá completarla, escribiendo ordenadamente y sin error los pasos, equipos y materiales
que se requieren para realizar cada una de las operaciones indicadas.
Con el fin de lograr el objetivo terminal, usted deberá cumplir satisfactoria-mente las etapas que aparecen a continuación:
1. Clasificar buriles para rosca trapecial.
2. Describir el uso de la afiladora universal y accesorios para afilar buriles.
3. Indicar el uso-montaje y rectificado de la muela.
4. Describir los defectos del afilado y uso de galgas.
5. Describir ordenadamente el proceso de ejecución para el afilado de buriles en afiladora universal para rosca
cuadrada.
FILETE TRAPECIAL
1. ROSCA ACME:
Este sistema de rosca trapecial, tiene los flancos inclinados a 14° 30'. El tornillo queda siempre centrado por sus flancos
inclinados y su ajuste es muy sencillo, comparado con el de los tornillos de filete cuadrado, además, resulta posible corregir
holguras, y su construcción es más fácil, a la vez que su resistencia es superior a la de los filetes cuadrados.
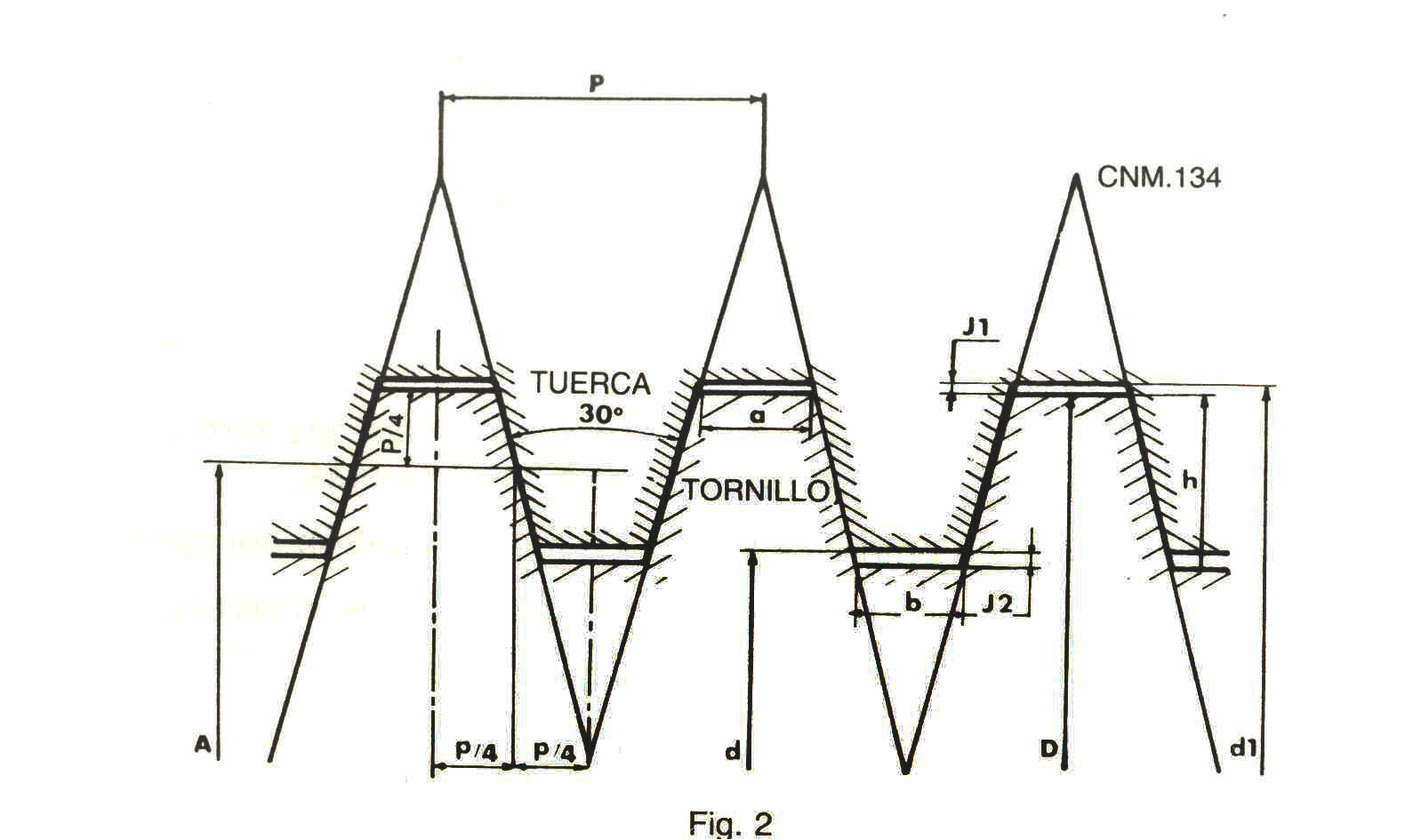
FORMA DEL FILETE
El filete ACME está engendrado por el enrollamiento en hélice, de un perfil cuya sección es un trapecio isósceles en el que el
ángulo que forman sus dos lados no paralelos es de 29°, las bases del trapecio son paralelas al núcleo del tornillo, y la mayor
de ellas coincide con las generatrices del mismo.
 DENOMINACIONES
DENOMINACIONES
D = Diámetro nominal del tornillo
d = Diámetro de mandrinado de la tuerca a = Cresta
b = Fondo o raíz p = Paso
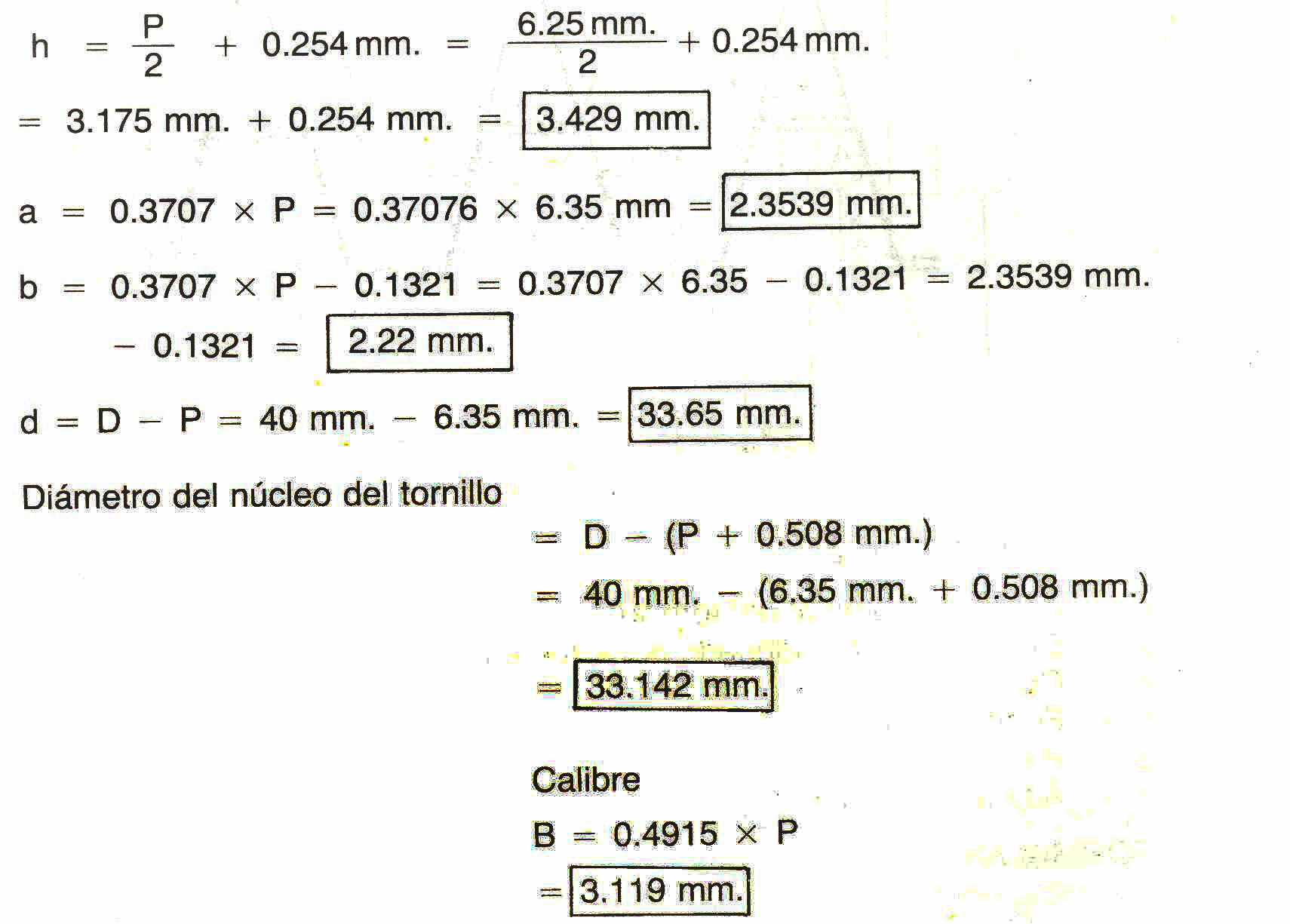
h = Altura de los filetes
FORMULAS
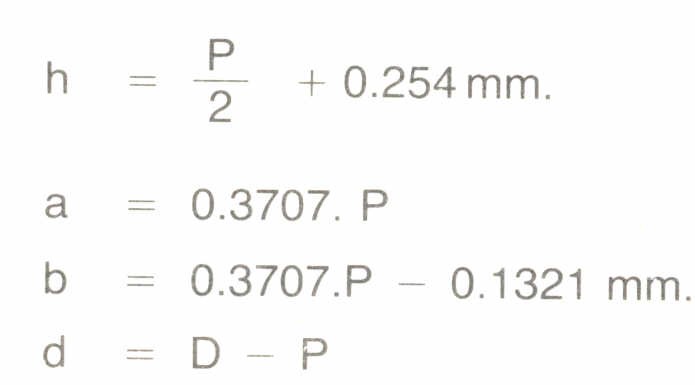
Diámetro del núcleo del tornillo = D - (P = 0.508 mm.)
EJEMPLO
Calcular las dimensiones para tallar una rosca ACME de 4 hilos por pulgada (p=6.35 mm.),
sobre un cilindro de 40 mm. de diámetro nominal.
SOLUCION
2. ROSCADO TRAPECIAL NORMALIZADO (METRICO)
Fabricado para suprimir las posibilidades de holgura inherentes a los tornillos de rosca cuadrada.
FORMA DEL FILETE
Está engendrado por el enrollamiento, en hélice, de un perfil cuya sección es un trapecio isósceles en el que el ángulo que forman sus
dos lados no paralelos es de 30°.
También en este caso, las bases del trapecio son paralelas al núcleo del tornillo, y la mayor parte de ellas coincide con las
generatrices del mismo.
DENOMINACIONES
a = Anchura en la cabeza o cresta
b = Anchura en el fondo o raíz
d = Altura del filete del tornillo
h = Altura del filete de la tuerca
J1 = Juego o holgura en la cabeza o cresta
J2 = Juego o holgura en el fondo o raíz
FORMULAS
d = 0.5 x P X J1
b = 0.634 x P - 0.536 x d
J1 = 0.25 mm. en pasos de 3 a 12 mm. 0.5 mm. en pasos de 14 a 26 mm.
J2 = 0.5 mm. en pasos de 3 a 4 mm. 0.75 mm. en pasos de 5 a 12 mm. 1.5 mm. en pasos de 14 a 26 mm.
ELECCION DE PASO Y UTILIZACIÓN
Los pasos de:
-2, 5, 10 Y 20 mm. Son generalmente utilizados para los tornillos de accionamiento de los órganos de máquinas herramientas.
-3, 6 Y 12 mm. son los empleados para los tornillos patrón del torno.
-4,8, 16 mm. son de empleo excepcional y deben evitarse en los rascados corrientes.
TABLA DEL SISTEMA ACME

Marque con una X la respuesta correcta:
1.Las roscas trapeciales se clasifican según el ángulo de inclinación de los flancos.
a.Falso
b.Verdadero
2.La altura del filete ACME en un tornillo de paso 3.175 mm. es de:
a. 18.415 mm.
b. 1.8415 mm.
c. 0.18415 mm.
d. 18.415 mm.
3. El calibre o patrón para verificar dimensiones de una rosca trapecial ACME de paso 20 mm. tiene de diámetro:
a. 9.826 mm.
c. 0.9826 mm.
b. 98.26 mm.
d. 982.6 mm.
4. El ángulo de inclinación de los flancos de la rosca trapecial normalizada es de:
a. 60°
b. 55°
c. 30°
d. 29°
5.El ancho de la cresta del filete de un tornillo con rosca
trapecial norma-lizada de paso 16 mm. y una holgura de 0.50 mm. es de:
a. 7 mm.
b. 7.5 mm.
c. 7.75 mm.
d. 8 mm.
TABLA DE PASOS PARA ROSCA TRAPECIAL METRICA
![]()

![]()
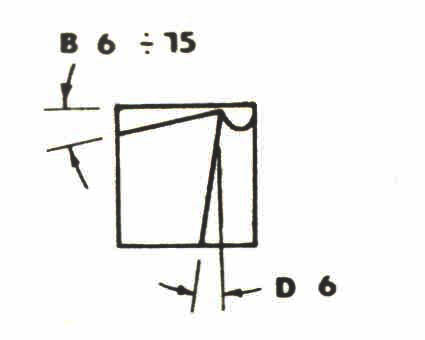

Fig. 4 Ángulos de una herramienta de un solo filo.
A. ángulo de salida o de desprendimiento superior;
B. ángulo de desprendimiento lateral;
C. ángulo de incidencia frontal;
D. ángulo de incidencia lateral;
E. ángulo de filo lateral;
F. ángulo de filo frontal.
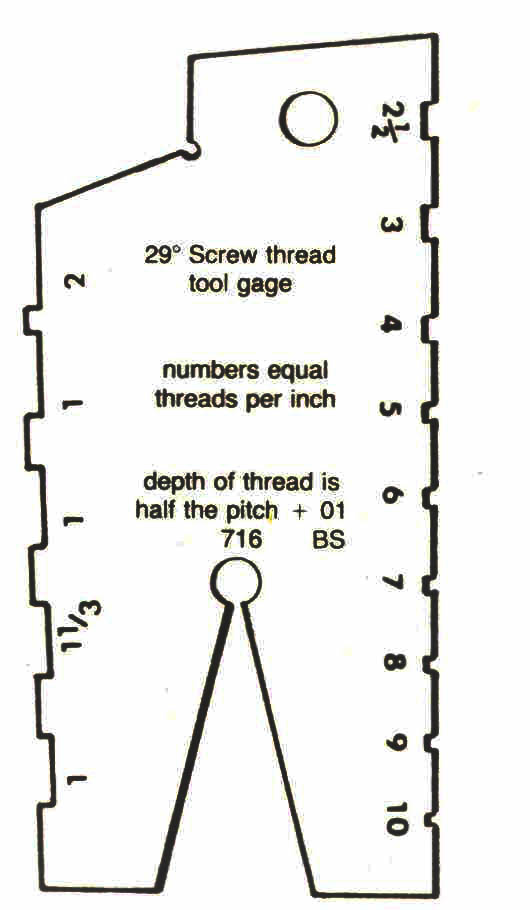
Fig. 5 Galga para roscas Acme (Brown & Sharpe Mfg. Ca.)
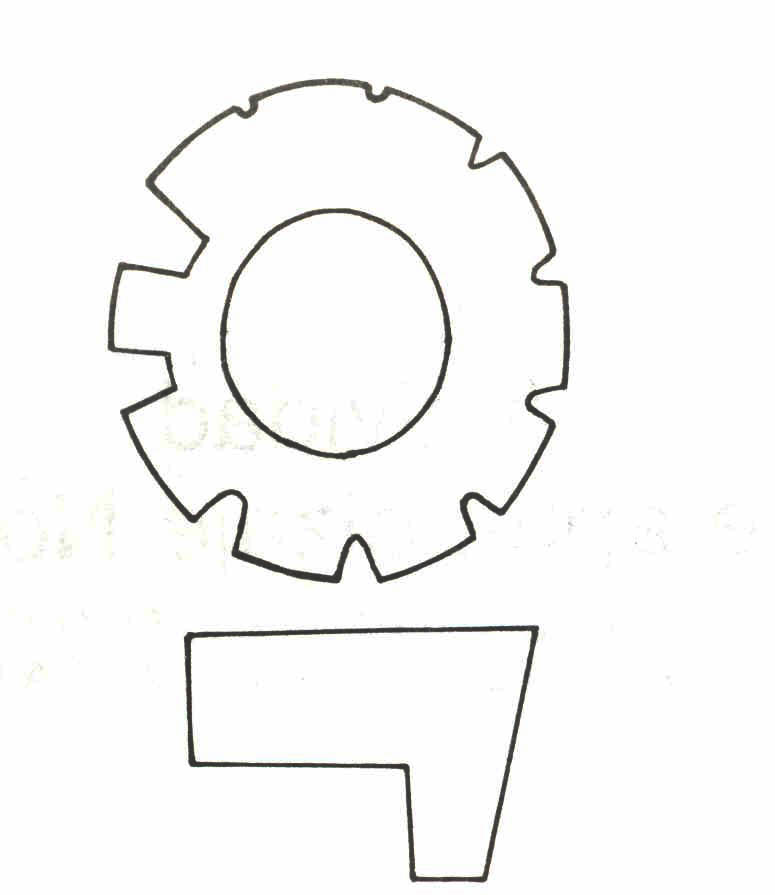
Fig. 6 Galga para perfiles de rosca de tornillo sinfín Brown & Sharpe y galga para situar la herramienta destinada
a tallar dicha rosca (Brown & Sharpe Mfg. Co.)
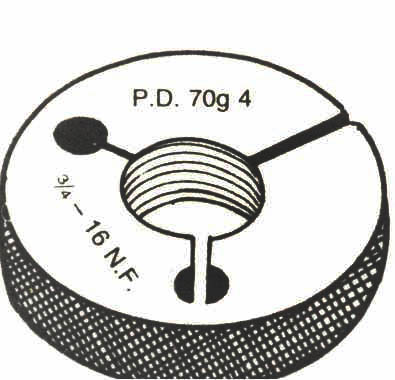
Fig. 7 Calibre de anillo para roscas.
Fig. 8 Calibre tapón para roscas (Taft-Peirce Mfg. Co.)
HACER FILO TRAPECIAL (Herramienta prismática)
Esta operación es generalmente aplicada en herramientas para corte de roscas trapeciales por penetración perpendicular. Se diferencian de
las demás por poseer dos caras laterales de incidencia, oblicuas y simétricas con la cara frontal formando un perfil.
PROCESO DE EJECUCION
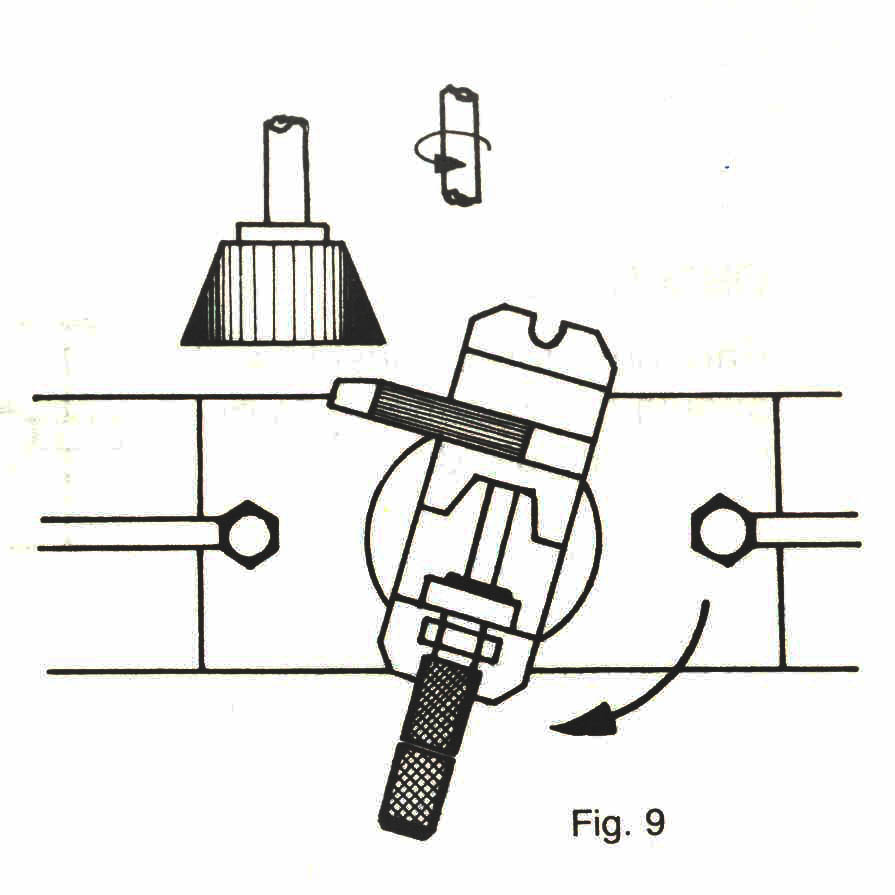
1. Prepare la máquina para rectificar cara lateral derecha.
a. Monte y rectifique la muela tipo copa.
b. Monte la prensa universal y fije la herramienta.
c. Prepare la máquina para rectificar una cara lateral.
d. Posicione la cara lateral (Fig. 9).
OBSERVACION
Considere el ángulo de incidencia y la mitad el ángulo de la punta.
e. Desplace la muela vertical mente.
f. Limite el curso de la mesa.
g. Ponga la máquina en funcionamiento y haga contacto entre la herramienta y la muela
OBSERVACION
Verifique si el sentido de rotación de la muela es contra la arista cortante de la herramienta.
h. Desplace la mesa hasta que la herramienta quede fuera de la muela y coloque el anillo graduado en "O".
2. Rectifique la cara lateral.
a. Rectifique hasta limpiar la cara y rectifique los ángulos obtenidos con calibre o goniómetro.
b. Corrija la inclinación de la morsa si es necesario.
OBSERVACION
Repita los sub-pasos de hasta obtener los ángulos correctos.
c. Rectifique hasta la dimensión indicada.
OBSERVACION
Considere la medida del espesor de la arista frontal y sobrepásela aproximadamente 0,2 mm.
d. Pare la máquina y retire la muela.
3. Posicione la otra cara lateral (fig. 10) Y prepare la máquina para rectificarla, observando al 3er. paso.
OBSERVACION
Para posicionar considere el ángulo de incidencia y la mitad del ángulo de la punta
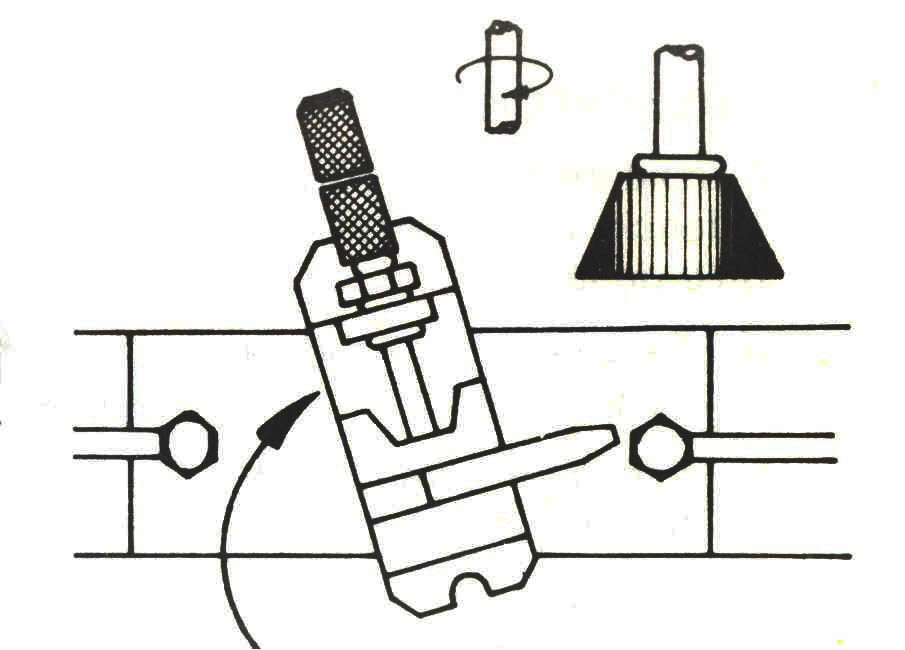
Fig.10
5. Posicione la cara frontal (Fig. 12) Y prepare la máquina para rectificarla
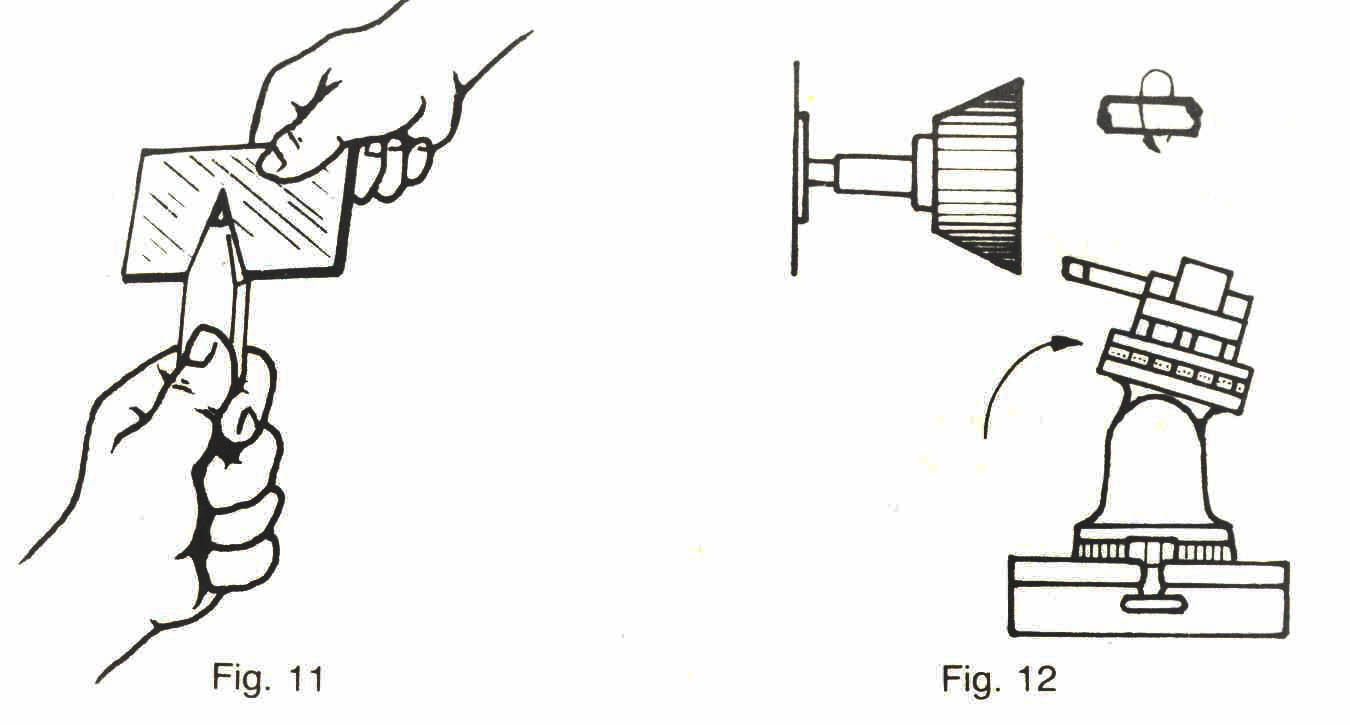
OBSERVACION
Para posicionar la cara frontal considere el ángulo de incidencia.
6. Rectifique la cara frontal.
a. Rectifique hasta limpiar la cara y verifique el ángulo
b. Corrija la inclinación de la prensa si es necesario.
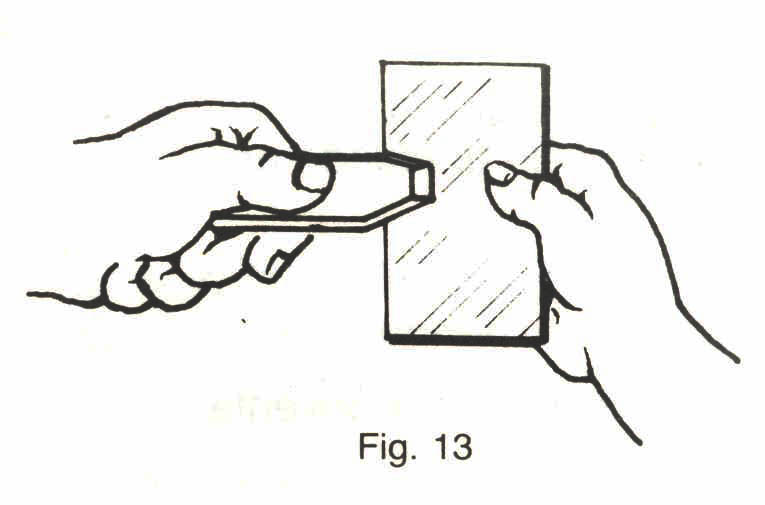
OBSERVACION
Repita los sub-pasos a, b hasta obtener el ángulo correcto.
c. Rectifique hasta llegar a la dimensión indicada.
OBSERVACION
Verifique el perfil con el calibre de herramienta (Fig. 13). d. Pare la máquina y retire la muela.
7. Posicione la cara de ataque.
a. Quite la herramienta de la morsa.
b. Desplace la prensa a 90° en su plano vertical.
OBSERVACION
En el desplazamiento considere el ángulo de salida de la cara.
c. Fije bien la herramienta con la punta para arriba y la cara de ataque hacia la muela.
8. Prepare la máquina para rectificar. a. Desplace la muela verticalmente.
OBSERVACION
Tome como referencia para el desplazamiento la altura de las caras laterales.
b. Limite el curso de la mesa
c. Ponga la máquina en funcionamiento y haga contacto entre la he-rramienta y la muela.
d. Desplace la mesa hasta que la herramienta pierda contacto con la muela y coloque el anillo graduado en "O".
9. Rectifique la cara de ataque hasta obtener la arista cortante.
a. Rectifique.
b. Pare la máquina y retire la herramienta.
c. Retire la herramienta.
NOTA:
La operación 7-8-9 no se realiza cuando el buril es empleado para acabado.
10. Verificar afilado del buril
a. Seleccione galga
b. Seleccione calibrador pie de rey
c. Verifique ángulos de incidencia
d. Verifique ángulo de ataque
f. Verifique dimensiones
PARTE A:
Dada una lista desordenada de las operaciones que se siguen para ejecutar el afilado de buriles para rosca cuadrada, usted deberá
ordenarlas lógica-mente escribiendo el número de orden en los círculos indicados:
O Rectificar la cara lateral izquierda
O Rectificar la cara frontal
O Posicionar la cara de ataque y preparar la máquina para rectificarla.
O Verificar- afilado de buril
O Preparar la máquina para rectificar cara lateral derecha
O Rectificar cara de ataque
O Posicionar la cara frontal y preparar la máquina para rectificarla
O Rectificar la cara lateral derecha.
O Posicionar la cara lateral izquierda y preparar la máquina.
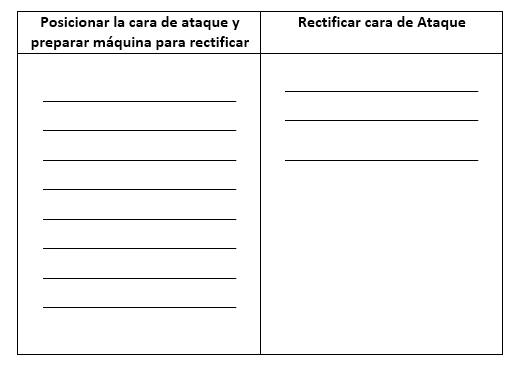
PARTE B:
A continuación usted encontrará la lista desordenada de los pasos que se requieren para desarrollar las operaciones de posicionar la cara
de ataque y preparar máquina para rectificar, rectificar cara de ataque. Ordene lógi-camente los pasos que correspondan a cada operación
escribiendo el número en las líneas indicadas.
1. Desplace la muela verticalmente
2. Quite la herramienta de la prensa
3. Desplace la mesa hasta que la herramienta pierda contacto con la muela y coloque el anillo graduado en "O".
4. Fije bien la herramienta con la punta hacia arriba y la cara de ataque hacia la muela.
5. Limite el curso de la mesa.
Escaneo y organización de textos Regional Caldas Luz Marelby Giraldo Líder Biblioteca José Julián Escobar Auxiliar de Biblioteca Cindy Nayely Taborda Aprendiz Tecnóloga en asistencia administrativa Equipo de gestión del Sistema de Bibliotecas: Martha Luz Gutiérrez Ortega Gestora Del Sistema De Bibliotecas SENA Adriana Rincón Avendaño Diseñadora Gráfica Líder Proyecto De Digitalización Del SBS
Versión Digital:
Alberto Mario Angulo Flórez
Instructor SENA
Karime Andrea Montañez
Coordinadora a Cargo SBS
Cesar David Hernández Salgado
Steven Camilo Lambraño Galvis
Aprendices Producción Multimedia SBS
Centro de Gestión de Mercados, Logística y TIC’s
SENA – Bogotá
![]() Centro de Gestión de Mercados, Logística y TIC’s
SENA – Bogotá
2013
Centro de Gestión de Mercados, Logística y TIC’s
SENA – Bogotá
2013
